



")
")

Cuando se realizan labores de soldadura plástica en los sitios de trabajo, es importante llevar a cabo las pruebas correspondientes de calidad para asegurar su efectividad. Dichas pruebas pueden ser de 2 tipos: destructivas y no destructivas. Descubramos la importancia de cada una en el siguiente artículo.
Como su nombre lo indica, estos procedimientos no extraen material de la soldadura que fue aplicada. Las pruebas no destructivas se realizan sobre las área de soldado sin afectar la zona estudiada. Estos son algunos ejemplos:
La más básica de este tipo de pruebas. Aquí se escudriña el material soldado en busca de errores o detalles aparentes sobre las áreas donde se realizó el trabajo. Grietas, torceduras, cambios de color, muescas, porosidad; cualquier indicativo aparente de que algo no se realizó como debía.
Esta se realiza sobre las áreas soldadas en segmentos de geomembranas. Se necesita un equipo de vacío (usualmente un rectángulo con una pantalla traslúcida) y agua con jabón. El agua enjabonada se rocía sobre las uniones. Una vez que han sido empapadas, se va colocando el equipo de vacío sobre las secciones soldadas. Si hay una fuga o ruptura, el agua formará burbujas sobre la zona donde se está aplicando la presión negativa. Usualmente se aplican de 8 a 10 psi de presión por 10 segundos en cada tramo. Una vez identificadas las zonas afectadas, se marcan para su reparación.
Aquí, es necesario tomar una muestra física del segmento de soldadura. Una vez obtenido, se le aplican pruebas a esos trozos de la soldadura.
Para este procedimiento, se toma una cierta cantidad de muestras sobre una unión de soldadura plástica (usualmente de 5 a 10). Estas se colocan en un dispositivo llamado tensiómetro, cuya función es intentar desgarrar las muestras para demostrar que fue adecuadamente soldado o que presenta defectos. Existen tensiómetros análogos y digitales. Los primeros sólo muestran los defectos de acuerdo a la forma que la muestra se desgarra. Los digitales pueden medir con precisión las variables físicas al momento de la ruptura, para un análisis más detallado.
Se extrae un segmento de una tubería plástica que fue sellada con soldadura a tope. A esta muestra se le aplica una fuerza constante y se miden tanto la curvatura que alcanza como la cantidad de fuerza aplicada.
En Soldaplas podemos ayudarte a asegurar la calidad de tus trabajos de soldadura plástica. ¡Acércate a nuestros expertos!
La soldadura plástica de tope (o butt welding en inglés) es un proceso en el cual 2 piezas de termoplásticos son calentadas hasta su puntos de fusión y luego se unen por presión hasta que se enfrían. Este es un método muy utilizado en la instalación y diseño de tuberías plásticas. Conozcamos cómo se hace y cuáles son las consideraciones a tomar durante el proceso.
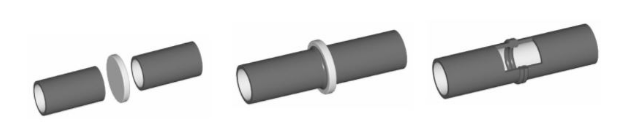
Como lo mencionamos en la introducción, la soldadura plástica de tope básicamente consiste en derretir los extremos de 2 piezas plásticas para luego unirlas a presión y forma una sola pieza consistente. La parte del calentamiento se realiza a través de una placa metálica que queda entre ambas piezas a soldar. Esto nos asegura que los 2 extremos serán calentados de forma uniforme y a la misma temperatura. Después de cierto tiempo de calentamiento, se remueve la placa y las piezas son presionadas una contra otra a presión constante. Al final de cierto tiempo de enfriamiento, la presión se quita y las piezas quedan firmemente unidas.
Al igual que en todos los procedimientos para soldadura plástica, se deben realizar los siguientes pasos antes del proceso:
Además de esto, cuando realizamos soldadura de tope también hay que considerar:
Dentro de los métodos de soldadura, este es uno de los más precisos ya que podemos controlar los parámetros del proceso: temperatura de fusión, presión y tiempo de enfriamiento. Esto la convierte en un tipo de soldadura muy confiable y repetible, por lo que es ideal para procesos en serie.
En Soldaplas contamos con los mejores equipos para todas tus aplicaciones de soldadura plástica. Acércate a nuestros expertos y descubre cómo podemos apoyar a tu negocio/empresa con nuestro amplio catálogo de soluciones.
La soldadura plástica de tope (o butt welding en inglés) es un proceso en el cual 2 piezas de termoplásticos son calentadas hasta su puntos de fusión y luego se unen por presión hasta que se enfrían. Este es un método muy utilizado en la instalación y diseño de tuberías plásticas. Conozcamos cómo se hace y cuáles son las consideraciones a tomar durante el proceso.
Como lo mencionamos en la introducción, la soldadura plástica de tope básicamente consiste en derretir los extremos de 2 piezas plásticas para luego unirlas a presión y formar una sola pieza consistente. La parte del calentamiento se realiza a través de una placa metálica que queda entre ambas piezas a soldar. Esto nos asegura que los 2 extremos serán calentados de forma uniforme y a la misma temperatura. Después de cierto tiempo de calentamiento, se remueve la placa y las piezas son presionadas una contra otra a presión constante. Al final de cierto tiempo de enfriamiento, la presión se quita y las piezas quedan firmemente unidas.

Al igual que en todos los procedimientos para soldadura plástica, se deben realizar los siguientes pasos antes del proceso:
Además de esto, cuando realizamos soldadura de tope también hay que considerar:
Dentro de los métodos de soldadura, este es uno de los más precisos ya que podemos controlar los parámetros del proceso: temperatura de fusión, presión y tiempo de enfriamiento. Esto la convierte en un tipo de soldadura muy confiable y repetible, por lo que es ideal para procesos en serie.
En Soldaplas contamos con los mejores equipos para todas tus aplicaciones de soldadura plástica. Acércate a nuestros expertos y descubre cómo podemos apoyar a tu negocio/empresa con nuestro amplio catálogo de soluciones.

La soldadura de alta frecuencia es muy diferente a otros métodos de soldadura de plástico, ya que no utiliza un equipo metálico (como las soldaduras de cuña o las resistencias de electrofusión) o un flujo de aire caliente (como las sopladoras o las extrusoras). Aquí el calor se produce aplicando un campo magnético sobre una pieza receptora. Veamos cómo se logra y qué aplicaciones tiene.
Tomemos un rápido curso de física para entender a fondo cómo funcionan estos equipos. La temperatura de un cuerpo depende de qué tanto se mueven las moléculas que lo componen. Conforme calientas algo, las moléculas se mueven más y más rápido. Así que si logras moverlas a una cierta velocidad, el cuerpo en cuestión llegará a la temperatura deseada.
De esta forma, es como funcionan los equipos de alta frecuencia: se generan ondas que golpean las moléculas dentro del plástico. Estos golpes hacen que se muevan más rápido, provocando un incremento en la temperatura. Cuando llegan a su temperatura de fusión (esto es, al derretirse) es cuando se les aplica presión a las piezas y se forma la unión.
Ya que la unión se está haciendo a un nivel molecular, la fuerza de esta es mayor que cuando un material de aporte se derrite sobre 2 piezas a reparar. Incluso, en algunos casos, las uniones creadas con el método de alta frecuencia resultan ser más sólidas que el material original.
Al igual que en otros métodos de soldadura plástica, existen parámetros en la maniobra que se deben tener en cuenta para una mejor soldadura:
Presión: se debe mantener una presión adecuada de las piezas para que la unión se pueda formar.
Tiempo de soldadura: exponer demasiado tiempo el material puede llevarlo a temperaturas más altas de lo esperado, quemándolo y evitando que se forme una unión.
Tiempo de enfriado: un correcto tiempo de enfriado asegura que las uniones moleculares lleguen a su máxima resistencia, asegurando el éxito del proceso de soldado.
Es importante recalcar que no todos los materiales son candidatos para utilizar este proceso. Los 2 más utilizados (y más compatibles) son el PVC y el poliuretano. Esto debido a que sus moléculas son muy propensas a ser afectadas por campos magnéticos.
En Soldaplas contamos con estos equipos y más para todas tus aplicaciones industriales. Ven y conoce toda la maquinaria con la que podemos apoyar a tu empresa.